1つ前のコラムではアルミ板のスペックについて書きました。
アルミ板は、厚みと縦横のサイズを指定して注文します。
厚み方向は板のスペック(商品種類)で決まります。
これを指定した寸法で材料屋さんが切断してくれるのですが、切断方法が指定できます。
後編では切断方法の違いと選択基準について説明します。
前編に引き続き、弊社がお世話になっている白銅さんの材料をベースに説明します。
切断方法の違いと選択基準
①ノコ切断
一番安価です。
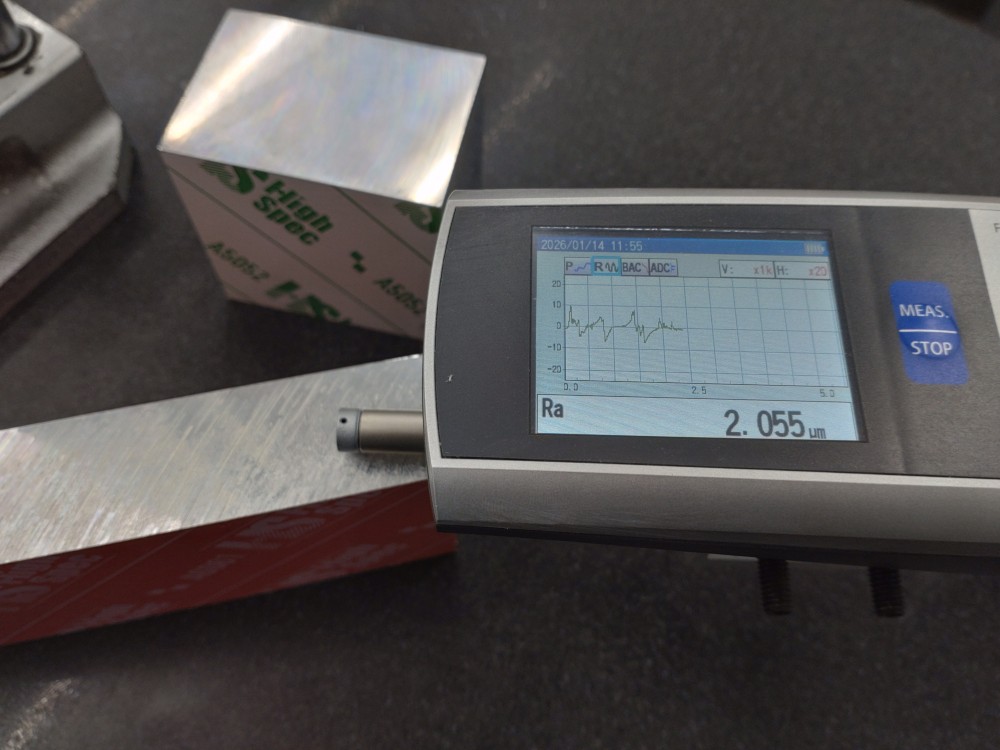
切断面はノコギリの目なのでガタガタしており(写真①)、指定寸法+αで届きます。
ノコ目は削る前提で注文します。
実際に切断面の面粗さを計測してみるとRa2.055でした。(写真②)
極端に悪くはないですが、
L180材料の両端面を計測してみると、片側66.0mm 反対側65.85mmで、ちょっと斜めに切れています。(写真③)
バイスでクランプする際、太いところだけ強く掴んでしまうことがあります。
外周を削ってしまうのであれば、一番安価なノコ切断を選択します。


②ファインカット
ノコよりちょっと高価です。
切断面はノコ切断より綺麗です。(写真④)
切断寸法公差と、面粗さと直角度公差が決まっています。製品の公差を満たすのであれば、4面は削らずに、マシンで上下面を削るだけで済みます。
白銅さんの場合、切断寸法公差は600×600以下で+-0.1mm 面粗さはRa6.3 直角度は0.03/100mmです。
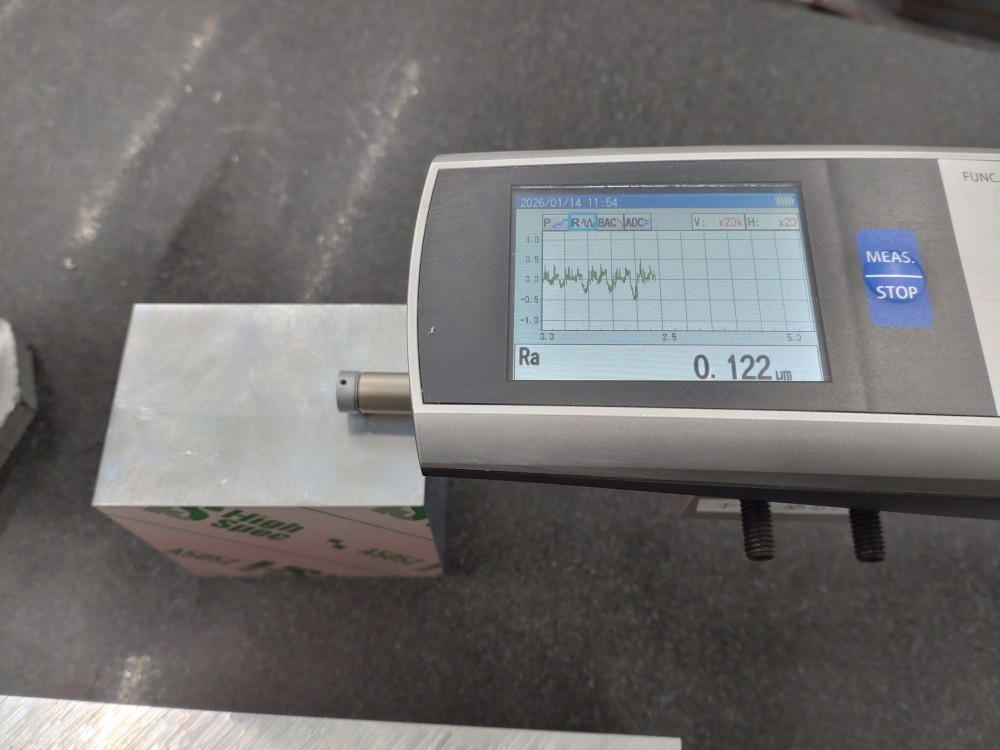
では同様に計測してみると…A5052ファインカット材でRa0.122です。
かなり良いです。(写真⑤)
白銅さんの紹介には、「丸鋸切断、ランニングソー切断では精度が不足、でもフライスまでの精度は要らない・・・そんな要望にピッタリの加工方法です」とあります。
弊社がファインカットを選択するのは、
・ファインカット面がそのまま使える場合
・精度が高い製品を削る場合
です。
ノコ切断の場合、切断面の平面度が出ていません。クランプすると変形が起きています。
位置決めの当ても不安定になります。
なので変形を最初から少しでも少なくしたい場合、位置決めを正確にしたい場合はファインカットにします。

③4面フライス
ファインカットよりさらに高価です。
ミーリングで4面を加工するので、面がとても綺麗です。
面粗さと直角度の公差が決まっていて、白銅さんの場合Ra0.8 切断寸法公差は~700mmまでで+-0.05mm直角度は0.015/100mmです。
高精度のため、そのまま使いたい場合にフライスを検討します。
弊社では加工が難しい、大きくて精度が必要な板の場合に選択します。
手のひらサイズの製品の場合は、自社で加工した方が外周と表面を同時に加工できるため、高精度かつ安価になります。
アルミ板材注文のまとめ
・まず板厚のスペックを決定し、次に縦横の切断方法を決める。
・スペックと切断方法は、購入コストと製作コストのバランスを考えて決める。
普通の切板でノコ切断の材料を選択すれば安いのですが、要求されている公差と製作時間を考えると、他の選択枝を検討した方が良い場合が多いです。
ぜひ一度ご相談ください
航空・防衛向けの難削材・高精度部品について、
工程設計や公差でお困りの場合は、
図面段階からお気軽にご相談ください。



